苏州若卜教育
7x24小时咨询热线
Severity: Warning
Message: preg_match(): No ending delimiter '^' found
Filename: controllers/School.php
Line Number: 699
Backtrace:
File: /data/web/collect_web/application/controllers/School.php
Line: 699
Function: preg_match
File: /data/web/collect_web/application/controllers/School.php
Line: 15
Function: get_real_ip
File: /data/web/collect_web/index.php
Line: 315
Function: require_once
7x24小时咨询热线

招生对象:课程特点:学员通过该课程的学习可以全面掌握 FX2N FX3U 5U PLC 基本指令应用,数据处理,顺序控制,高速输入输出应用,PID 闭环过程控制,变频器应用,编码器应用,步进定位控制系统、伺服定位控制系统,通信数据采集,PLC 与 PLC 通信,PLC 与其它智能设备通信,上位机 HMI 程序编写。上课时间:上午 9:30-12:00 下午 13:30-17:00 全日制学 业余时间学都可以培训课时:50 天(学习时间一期不会下期免费学习,学熟练、学会为止)课程列表:一、基础篇 学习周期:2 天1.电工电路与 PLC 编程电路的区别2.详细讲 PLC 基础知识、PLC 分类,PLC 的扫描及工作处理方式,三菱小型 PLC 系列型号及选型。3.常用的进制类型二进制,十进制,十六进制之间的转换。4.三菱 FX 系列软件元件及功能。5.计算机存储器类型:位,字节,字,双字及数据类型。6.FX 系列存储器应用及寻址方式,FX 系列的地址属性。7.详细讲解 NPN 型、PNP 型、近接开关、光电开关工作原理及接线方法。8.详细讲解晶体管型、继电器型 PLC 外围接线二、基本指令篇 学习周期:3 天1.三菱编程软件 GX-works 2 安装与使用2.详细讲述 PLC 基础位逻辑指令:常开,常闭触点指令,线圈输出,上升沿,下降沿,置位,复位,立即输入,立限输出,位取反 触点比较等指令3.位逻辑控制电路的编程思路及技巧,N 种单按钮控制,任意多台电机顺逆启动停止等经典控制电路详解。4.计数器及定时器功能及应用,利用计数器制作的计时控制,定时器配合计数器的超长计时程序。5.FX 系列基本软元件工程案例,各种常用的、独特的、时间控制,计数控制,逻辑控制回路,颠覆传统电工思路理念的实操项目,学员实操后,老师针对工程案例深层剖析,让学员充分掌握。三、顺序控制篇,工艺流程图的设计理念 学习周期:4 天1.详细讲述工艺流程控制,顺序功能图的设计方法,顺序功能图的用途,顺序功能图比梯形图设计方法的优势。2.详细讲述顺序功能图设计:单流程设计方法,选择分支设计方法,并行分支设计方法,跳转与循环设计方法3.步进阶梯指令:STL 指令 SFC 功能图的应用,详细讲解针对工艺流程控制功能图的绘制方法,常用的流程控制:单流程,选择分支,并行分支,跳转与循环等功能图的实现,项目讲解。4.学员自己练习用多种方法编写交通灯控制程序。针对交通灯用不同指令,不同设计思想,顺序控制讲述编程方法,设计方法,编程技巧,进一步提升学员编程兴趣,为以后高级编程打下坚实基础。5.详细讲述利用顺序功能图理念配合 FX 系列 PLC SFC 控制取件机械手的程序。控制要求:实现手动点动控制,机械手不同的状态的智能回原点控制方法,机械手的半自动移载控制,机械手的全自动移载控制,机械手的单步移载控制,机械手的暂停解除暂停后继续运行的控制,机械手的正常停车控制,机械手的紧急停车控制。四、数据处理功能指令篇 学习周期:2 天1.详细讲述数据处理指令与基本指令的区别。2.传送指令、成批传送、一点多送指令,字节交换指令3.数学运算及浮点数运算和三角函数指令应用及技巧4.逻辑运算及编程方法及应用技巧5.学员针对数据处理指令项目练习。6.细讲案例中用功能指令编写的便捷之处和不同的编程风格。五、间接寻址,数据指针的应用 学习周期 2 天1.直接寻址与间接寻址的区别,间接寻址的应用场合2.详细进解间接寻址(数据指针应用)3.数据指针案例讲解及指针在实际项目中强大功能及便捷的使用方法。4.学员针对指针项目实操。六、PLC 扫描流程控制指令 学习周期:2 天1.详细讲述 PLC 正常扫描方向与扫描的工作原理2.详细讲述:跳转、循环、看门狗指令、PLC 远程停机,条件停机,分期付款超时停机,通过密码远程复位设计思路的实现及主程序、子程序、中断程序有条件终止扫描的实现。3.详细讲述子程序,中断程序的应用。4.详细讲述子程序的无参数调用和子程序的代参数调用。5.详细讲述 FX 中断事件,激活中断,,中断分离,的应用。6.利用跳转指令实现设备的暂停控制,利用循环配合指针做数据采集,运算,数据转移,数据批量写入等控制。7、子程序和中断程序在项目中的应用案例实操,讲解。七、移位指令与数据转换指令 学习周期:2 天1.详细讲述循环左移、循环右移、左移、右移及移位寄存器的应用及编程2.详细讲述数据类型转换指令、16#与 ASCII 码转换指令、BCD 码转换、编码、译码指令3.学员针对移位指令案例练习,案例讲解。4.详细讲述移位指令实现跑马灯,顺逆启动停止的便捷使用方法。5.详细讲述移位指令在灌装设备,不良品分拣线,自动物流分拣线上的特殊方便用法。八、高速计数与编码器应用 学习周期:2 天1.讲述 32 位高速计数器与 16 位扫描计数器的区别2.详细讲述旋转编码器与直线编码器的工作原理及在工程中应用的目的与作用3.详细进述高速计数器的接线、高速计数器软计数指令,比较置位,比较复位,SPD 测量脉冲密度,高速计数器凸轮控制方法的实现,高速计数器区间比较。4.详细讲述利用编码器对普通电机实现直线或圆周精确定位控制,精度正反转控制 测速和多点定位控制。5.学员自己练习高速计器的应用及各模式的作用九、扩展模块及模拟量应用 学习周期:2 天1.讲述 FX 系列各型号的实际点数与扩展能力2.详细讲述数字量模块:EX EY 的使用,接线与地址分址3.详细讲述模拟量及数字量的区别及控制4.详细模拟量模块 FX2AD FX2ADTC FX2DA FX4AD FX4DA 的使用及接线5.详细讲述模拟量与数字量之间的转换与运算6.详细讲述模拟量与工程量之间的转换,包括:温度、压力、流量、转速、液位等6.详细讲解数字量模块、模拟量模块与 PLC 的连接与地址分配。8.学员针对模拟量及 PLC 接线实操,模拟量输入输出,配合传感器练习。十、变频器的使用及 PID 过程闭环控制系统 学习周期: 3 天1.详细讲述变频器在工业中的应用及工作原理2.详细讲述变频器常用的控制方式3.详细讲变频器的接线原理图及通过外部端子实现的多功能控制。4.模拟量在变频器控制中的作用,通过端子和模拟量控制变频器正反转,速度,多段速实现。5.详细讲述 PID 在工业过程控制中的作用及工作原理6.详细讲述 PID 各项参数的设置及作用,比例,积分,微分的作用及调节方法。7.详细讲述 PID 算法配合变频器实现速度闭环控制及工作原理8.详细讲述 PID 算法配合固态继电器实现温度闭环控制利用输出脉冲信号实现温度精确控制及工作原理。9.学员自己练习温度 PID 闭环及速度 PID 闭环控制十一、高速输出的应用 学习周期:2 天1.详细讲述高速输出的必备条件、高速输出的作用、高速输出的应用场合。3.详细讲述 PLSY 方波脉冲,PWM 的区别及功能,PLSR 具有加减速功能的脉冲输出。4.详细讲 FX3U 定位指令,SZR ZRN DRVI DRVA PLSV 的应用,功能详解。7.利用高速输出,测量发脉冲的频率和位置 。十二、步进控制和伺服控制系统原理和接线 学习周期:2 天1.详细讲述步进电机的内部结构与工作原理2.详细讲述步进电机与伺服电机控制系统的区别3.详细讲述步进电机细分及相关参数设置4.详细讲述伺服电机的工作原理及工作方式5.详细讲述伺服电机使用手册及相关参数设置6.详细讲述伺服电子齿轮的设定方法及在项目工程中的应用。7.详细讲述伺服电机:位置模式、速度模式、转距 模式及三种模式互相转换的原理及接线8.学员自己实操练习步进接线和伺服接线及各模式功能实现。十三、步进电机和伺服电机工程项目中的应用 学习周期:3 天1.详细讲述实现伺服、步进电机手动点动控制,配合中断事件做回原点控制。2.利用高速计数器、计算机床当前脉冲,并将脉冲转换成位置。3.详细讲述步进和伺服在实际项目中的应用,将给定的位置转换成脉冲实现定位,相对定位控制。4.详细讲述实现伺服、步进电机做两点往返定位控制、多段定位及多速实现、运行中的暂停控制。5.详细讲述示教在定位控制系统中的应用,利用示教的数据写入配方实现多套定位数据的实现,配方数据调用,数据清除等案例实操。6.两台伺服电机或步进电机做 XY 轴两轴定位控制或多轴定位的实现方法。7.学员针对伺服、步进控制程序做实操练习。十四、方便指令 时钟指令 学习周期 1 天1.详细 IST 初始化状态指令2.详细讲 SER 数据查找指令。3.ABS 凸轮控制,INCD 相对凸轮控制4.TTMR 示教定时器指令 ALT 交替输出指令,RAMP 斜坡信号指令,ROTC 旋转工作台指令,SORT 数据排列指令,CCD 校验指令。十五、通信控制篇 学习周期:2 天1.详细讲述常用的几种通信接口:RS-232 RS-485 RS-422、USB 、以太网的通信方式。2.详细讲述常用的几种通信协议:NN 通信 CCLINK 通信3.详细讲述串行通信中帧的格式:开始符、数据位、奇偶校验位、终止符的用法及作用。3.详细讲述 FX 系列 PLC 两台或多台用 NN 通信数据交换。4.详细讲述 FX 系列两台或多台用 RS 无协通信。5.学员针对通信用 NN 通信和 RS 通信指令做 PLC 通信练习。十六、FX 系列与第三方智能设备的通信 学习周期 3 天1.详细进述 FX 系列与台达变频器做 ASCII 码通信2.详细讲述 FX 系列与台达变频器做 RTU 通信3.详细讲述 FX 系列与台达温控器做 ACCII 码与 RTU 通信4.详细讲 FX 系列与西门子 S7-200PLC 通信。(需要懂西门子自由口通信通信)5.三菱 PLC 与三菱 PLC 走 CCLINK 通信6.三菱 PLC 与三菱变频器走专用指令通信。十七、威纶触摸屏基础篇 学习周期 2 天1.详细讲述威纶通软件基本元件的使用2.详细讲述威纶通软件多状态元件及指示灯使用3.详细讲威纶通软件直接窗口与间接窗口的使用4.详细讲述移动图形与动画的制作5.详细讲述棒图、趋势图、历史数据、XY 图的使用十八、威纶触摸屏数据处理与报警 学习周期 2 天1.详细讲述报警、触发式资料传输的应用2.详细讲述这定时式资料传输、资料取样的应用3.详细讲述使用者等级的设定与密码设定4.详细讲述系统时间的设定与修改5.详细讲述威纶通软件工程的上载与下载应用6.触摸屏与 PLC 连接,项目实操。十九、触摸屏与 FX 系列综合练习 学习周期 2 天1.用威纶通软件控制 FX 系列 PLC 通信做多台 PLC NN 通信2.用威纶通软件控制通信伺服定位和变频器 RS 通信二十、电气专业软件 EPLAN2.7 绘图 学习周期 5 天天:硬件和数据库基础1. 欢迎,介绍课程内容。2. 在线帮助和文件中心的介绍。3. 硬件,操作系统,安装信息4. 数据结构5. 用户接口 -工具栏,菜单结构,状态栏,窗口浮动技术,快捷键,工作区域,双屏幕设计。6. 图形编辑器-封面栏,菜单栏,状态栏,工具栏 -自由绘图功能 -图纸符号功能7.项目创建 -根据基本项目模板创建项目 -项目管理(可选模块),选择/创建项目管理数据库,编辑项目属性,导入项目,项目目录,更新项目数据。8.标准介绍,项目结构标识符。9.页的创建 -对话框,页类型,页属性,图形预览,项目中页的复制,页改名,页过滤器10.符号的应用 -选择符号,放置符号,自动连线,T 节点,11.功能的编辑 -复制,剪切,多重复制,插入(编号?),文本标注,路径功能文本。第二天:电气设计基础(面向图形的设计)1. 复习2.编辑元件 -移动,复制,多重复制,删除,撤销 -编辑设备属性3.黑盒子4.位置盒5.中断点1 端子2 电缆3 插针和插座4 交互参考的创建 -接触器线圈,触点,马达过载保护器,成对的关联参考第三天:电气设计基础(面向设备的设计)1.复习2.宏的创建 -宏变量和宏值,符号宏,窗口宏和页面宏。3.设备和设备导航器4.查找和替代5.自动连线 -自动连接,对角连接,智能连接,断点6.元件选择7.连接和连接导航器 -线号的命名规则和编号8.PLC 的应用 -I/O 卡的创建和编辑 -PLC 宏的创建,编辑和放置 -在 I/O 卡总缆显示PLC 交互参考 -生成赋值表第四天:电气设计基础(报表的生成)1.复习2.部件管理 -电缆 -接触器 -部件预选择 -设备列表3.安装板的设计4.项目检查。5.翻译模块-翻译设定 -处理语言字典 -自动纠错功能 -项目翻译6.报表生成 -创建生成报表模板 -生成工程所需的各类报表。第五天:项目文件的归档1 复习2 表格设计 -创建和定制化公司指定封页 -创建和定制化公司指定目录表 -创建和定制化公司指定符号3 项目变更控制 -修订控制管理 -修订的创建和比较4 项目的备份和恢复5 项目的导入和导出6 项目的导出(PDF,DWG,JPG)
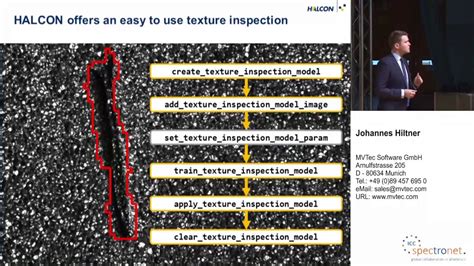
招生对象:(1) C#培训(需要提前预习)(2) halcon编程(3) halcon+C#联合编程(4) halcon案例分析及实践(5) 机器视觉+机械手标定(九点标定)(6) 硬件及打光实践(7) 指导如何做项目:分析客户需求-》硬件选型-》打光做实验-》图像处理软件验证-》修正硬件方案及软件方案-》写exe-》稳定性测试时间:全日制约60-70天,周末班无时间限制。学习效果:课程内容学会为止培训方式:现场、网络

招生对象:(1) C#培训(需要提前预习)(2) VisionPro工具及脚本(3) VisionPro+VS(C#)联合编程(4) VisionPro案例分析及实践(5) 机器视觉+机械手/机器人标定(6) 硬件及打光实践(7) 指导如何做项目:分析客户需求-》硬件选型-》打光做实验-》图像处理软件验证-》修正硬件方案及软件方案-》写exe-》稳定性测试时间:全日制约75天,周末班无时间限制。学习效果:课程内容学会为止培训方式:现场
招生对象:课程特点:学员通过该课程的学习可以全面掌握 FX2N FX3U 5U PLC 基本指令应用,数据处理,顺序控制,高速输入输出应用,PID 闭环过程控制,变频器应用,编码器应用,步进定位控制系统、伺服定位控制系统,通信数据采集,PLC 与 PLC 通信,PLC 与其它智能设备通信,上位机 HMI 程序编写。上课时间:上午 9:30-12:00 下午 13:30-17:00 全日制学 业余时间学都可以培训课时:50 天(学习时间一期不会下期免费学习,学熟练、学会为止)课程列表:一、基础篇 学习周期:2 天1.电工电路与 PLC 编程电路的区别2.详细讲 PLC 基础知识、PLC 分类,PLC 的扫描及工作处理方式,三菱小型 PLC 系列型号及选型。3.常用的进制类型二进制,十进制,十六进制之间的转换。4.三菱 FX 系列软件元件及功能。5.计算机存储器类型:位,字节,字,双字及数据类型。6.FX 系列存储器应用及寻址方式,FX 系列的地址属性。7.详细讲解 NPN 型、PNP 型、近接开关、光电开关工作原理及接线方法。8.详细讲解晶体管型、继电器型 PLC 外围接线二、基本指令篇 学习周期:3 天1.三菱编程软件 GX-works 2 安装与使用2.详细讲述 PLC 基础位逻辑指令:常开,常闭触点指令,线圈输出,上升沿,下降沿,置位,复位,立即输入,立限输出,位取反 触点比较等指令3.位逻辑控制电路的编程思路及技巧,N 种单按钮控制,任意多台电机顺逆启动停止等经典控制电路详解。4.计数器及定时器功能及应用,利用计数器制作的计时控制,定时器配合计数器的超长计时程序。5.FX 系列基本软元件工程案例,各种常用的、独特的、时间控制,计数控制,逻辑控制回路,颠覆传统电工思路理念的实操项目,学员实操后,老师针对工程案例深层剖析,让学员充分掌握。三、顺序控制篇,工艺流程图的设计理念 学习周期:4 天1.详细讲述工艺流程控制,顺序功能图的设计方法,顺序功能图的用途,顺序功能图比梯形图设计方法的优势。2.详细讲述顺序功能图设计:单流程设计方法,选择分支设计方法,并行分支设计方法,跳转与循环设计方法3.步进阶梯指令:STL 指令 SFC 功能图的应用,详细讲解针对工艺流程控制功能图的绘制方法,常用的流程控制:单流程,选择分支,并行分支,跳转与循环等功能图的实现,项目讲解。4.学员自己练习用多种方法编写交通灯控制程序。针对交通灯用不同指令,不同设计思想,顺序控制讲述编程方法,设计方法,编程技巧,进一步提升学员编程兴趣,为以后高级编程打下坚实基础。5.详细讲述利用顺序功能图理念配合 FX 系列 PLC SFC 控制取件机械手的程序。控制要求:实现手动点动控制,机械手不同的状态的智能回原点控制方法,机械手的半自动移载控制,机械手的全自动移载控制,机械手的单步移载控制,机械手的暂停解除暂停后继续运行的控制,机械手的正常停车控制,机械手的紧急停车控制。四、数据处理功能指令篇 学习周期:2 天1.详细讲述数据处理指令与基本指令的区别。2.传送指令、成批传送、一点多送指令,字节交换指令3.数学运算及浮点数运算和三角函数指令应用及技巧4.逻辑运算及编程方法及应用技巧5.学员针对数据处理指令项目练习。6.细讲案例中用功能指令编写的便捷之处和不同的编程风格。五、间接寻址,数据指针的应用 学习周期 2 天1.直接寻址与间接寻址的区别,间接寻址的应用场合2.详细进解间接寻址(数据指针应用)3.数据指针案例讲解及指针在实际项目中强大功能及便捷的使用方法。4.学员针对指针项目实操。六、PLC 扫描流程控制指令 学习周期:2 天1.详细讲述 PLC 正常扫描方向与扫描的工作原理2.详细讲述:跳转、循环、看门狗指令、PLC 远程停机,条件停机,分期付款超时停机,通过密码远程复位设计思路的实现及主程序、子程序、中断程序有条件终止扫描的实现。3.详细讲述子程序,中断程序的应用。4.详细讲述子程序的无参数调用和子程序的代参数调用。5.详细讲述 FX 中断事件,激活中断,,中断分离,的应用。6.利用跳转指令实现设备的暂停控制,利用循环配合指针做数据采集,运算,数据转移,数据批量写入等控制。7、子程序和中断程序在项目中的应用案例实操,讲解。七、移位指令与数据转换指令 学习周期:2 天1.详细讲述循环左移、循环右移、左移、右移及移位寄存器的应用及编程2.详细讲述数据类型转换指令、16#与 ASCII 码转换指令、BCD 码转换、编码、译码指令3.学员针对移位指令案例练习,案例讲解。4.详细讲述移位指令实现跑马灯,顺逆启动停止的便捷使用方法。5.详细讲述移位指令在灌装设备,不良品分拣线,自动物流分拣线上的特殊方便用法。八、高速计数与编码器应用 学习周期:2 天1.讲述 32 位高速计数器与 16 位扫描计数器的区别2.详细讲述旋转编码器与直线编码器的工作原理及在工程中应用的目的与作用3.详细进述高速计数器的接线、高速计数器软计数指令,比较置位,比较复位,SPD 测量脉冲密度,高速计数器凸轮控制方法的实现,高速计数器区间比较。4.详细讲述利用编码器对普通电机实现直线或圆周精确定位控制,精度正反转控制 测速和多点定位控制。5.学员自己练习高速计器的应用及各模式的作用九、扩展模块及模拟量应用 学习周期:2 天1.讲述 FX 系列各型号的实际点数与扩展能力2.详细讲述数字量模块:EX EY 的使用,接线与地址分址3.详细讲述模拟量及数字量的区别及控制4.详细模拟量模块 FX2AD FX2ADTC FX2DA FX4AD FX4DA 的使用及接线5.详细讲述模拟量与数字量之间的转换与运算6.详细讲述模拟量与工程量之间的转换,包括:温度、压力、流量、转速、液位等6.详细讲解数字量模块、模拟量模块与 PLC 的连接与地址分配。8.学员针对模拟量及 PLC 接线实操,模拟量输入输出,配合传感器练习。十、变频器的使用及 PID 过程闭环控制系统 学习周期: 3 天1.详细讲述变频器在工业中的应用及工作原理2.详细讲述变频器常用的控制方式3.详细讲变频器的接线原理图及通过外部端子实现的多功能控制。4.模拟量在变频器控制中的作用,通过端子和模拟量控制变频器正反转,速度,多段速实现。5.详细讲述 PID 在工业过程控制中的作用及工作原理6.详细讲述 PID 各项参数的设置及作用,比例,积分,微分的作用及调节方法。7.详细讲述 PID 算法配合变频器实现速度闭环控制及工作原理8.详细讲述 PID 算法配合固态继电器实现温度闭环控制利用输出脉冲信号实现温度精确控制及工作原理。9.学员自己练习温度 PID 闭环及速度 PID 闭环控制十一、高速输出的应用 学习周期:2 天1.详细讲述高速输出的必备条件、高速输出的作用、高速输出的应用场合。3.详细讲述 PLSY 方波脉冲,PWM 的区别及功能,PLSR 具有加减速功能的脉冲输出。4.详细讲 FX3U 定位指令,SZR ZRN DRVI DRVA PLSV 的应用,功能详解。7.利用高速输出,测量发脉冲的频率和位置 。十二、步进控制和伺服控制系统原理和接线 学习周期:2 天1.详细讲述步进电机的内部结构与工作原理2.详细讲述步进电机与伺服电机控制系统的区别3.详细讲述步进电机细分及相关参数设置4.详细讲述伺服电机的工作原理及工作方式5.详细讲述伺服电机使用手册及相关参数设置6.详细讲述伺服电子齿轮的设定方法及在项目工程中的应用。7.详细讲述伺服电机:位置模式、速度模式、转距 模式及三种模式互相转换的原理及接线8.学员自己实操练习步进接线和伺服接线及各模式功能实现。十三、步进电机和伺服电机工程项目中的应用 学习周期:3 天1.详细讲述实现伺服、步进电机手动点动控制,配合中断事件做回原点控制。2.利用高速计数器、计算机床当前脉冲,并将脉冲转换成位置。3.详细讲述步进和伺服在实际项目中的应用,将给定的位置转换成脉冲实现定位,相对定位控制。4.详细讲述实现伺服、步进电机做两点往返定位控制、多段定位及多速实现、运行中的暂停控制。5.详细讲述示教在定位控制系统中的应用,利用示教的数据写入配方实现多套定位数据的实现,配方数据调用,数据清除等案例实操。6.两台伺服电机或步进电机做 XY 轴两轴定位控制或多轴定位的实现方法。7.学员针对伺服、步进控制程序做实操练习。十四、方便指令 时钟指令 学习周期 1 天1.详细 IST 初始化状态指令2.详细讲 SER 数据查找指令。3.ABS 凸轮控制,INCD 相对凸轮控制4.TTMR 示教定时器指令 ALT 交替输出指令,RAMP 斜坡信号指令,ROTC 旋转工作台指令,SORT 数据排列指令,CCD 校验指令。十五、通信控制篇 学习周期:2 天1.详细讲述常用的几种通信接口:RS-232 RS-485 RS-422、USB 、以太网的通信方式。2.详细讲述常用的几种通信协议:NN 通信 CCLINK 通信3.详细讲述串行通信中帧的格式:开始符、数据位、奇偶校验位、终止符的用法及作用。3.详细讲述 FX 系列 PLC 两台或多台用 NN 通信数据交换。4.详细讲述 FX 系列两台或多台用 RS 无协通信。5.学员针对通信用 NN 通信和 RS 通信指令做 PLC 通信练习。十六、FX 系列与第三方智能设备的通信 学习周期 3 天1.详细进述 FX 系列与台达变频器做 ASCII 码通信2.详细讲述 FX 系列与台达变频器做 RTU 通信3.详细讲述 FX 系列与台达温控器做 ACCII 码与 RTU 通信4.详细讲 FX 系列与西门子 S7-200PLC 通信。(需要懂西门子自由口通信通信)5.三菱 PLC 与三菱 PLC 走 CCLINK 通信6.三菱 PLC 与三菱变频器走专用指令通信。十七、威纶触摸屏基础篇 学习周期 2 天1.详细讲述威纶通软件基本元件的使用2.详细讲述威纶通软件多状态元件及指示灯使用3.详细讲威纶通软件直接窗口与间接窗口的使用4.详细讲述移动图形与动画的制作5.详细讲述棒图、趋势图、历史数据、XY 图的使用十八、威纶触摸屏数据处理与报警 学习周期 2 天1.详细讲述报警、触发式资料传输的应用2.详细讲述这定时式资料传输、资料取样的应用3.详细讲述使用者等级的设定与密码设定4.详细讲述系统时间的设定与修改5.详细讲述威纶通软件工程的上载与下载应用6.触摸屏与 PLC 连接,项目实操。十九、触摸屏与 FX 系列综合练习 学习周期 2 天1.用威纶通软件控制 FX 系列 PLC 通信做多台 PLC NN 通信2.用威纶通软件控制通信伺服定位和变频器 RS 通信二十、电气专业软件 EPLAN2.7 绘图 学习周期 5 天天:硬件和数据库基础1. 欢迎,介绍课程内容。2. 在线帮助和文件中心的介绍。3. 硬件,操作系统,安装信息4. 数据结构5. 用户接口 -工具栏,菜单结构,状态栏,窗口浮动技术,快捷键,工作区域,双屏幕设计。6. 图形编辑器-封面栏,菜单栏,状态栏,工具栏 -自由绘图功能 -图纸符号功能7.项目创建 -根据基本项目模板创建项目 -项目管理(可选模块),选择/创建项目管理数据库,编辑项目属性,导入项目,项目目录,更新项目数据。8.标准介绍,项目结构标识符。9.页的创建 -对话框,页类型,页属性,图形预览,项目中页的复制,页改名,页过滤器10.符号的应用 -选择符号,放置符号,自动连线,T 节点,11.功能的编辑 -复制,剪切,多重复制,插入(编号?),文本标注,路径功能文本。第二天:电气设计基础(面向图形的设计)1. 复习2.编辑元件 -移动,复制,多重复制,删除,撤销 -编辑设备属性3.黑盒子4.位置盒5.中断点1 端子2 电缆3 插针和插座4 交互参考的创建 -接触器线圈,触点,马达过载保护器,成对的关联参考第三天:电气设计基础(面向设备的设计)1.复习2.宏的创建 -宏变量和宏值,符号宏,窗口宏和页面宏。3.设备和设备导航器4.查找和替代5.自动连线 -自动连接,对角连接,智能连接,断点6.元件选择7.连接和连接导航器 -线号的命名规则和编号8.PLC 的应用 -I/O 卡的创建和编辑 -PLC 宏的创建,编辑和放置 -在 I/O 卡总缆显示PLC 交互参考 -生成赋值表第四天:电气设计基础(报表的生成)1.复习2.部件管理 -电缆 -接触器 -部件预选择 -设备列表3.安装板的设计4.项目检查。5.翻译模块-翻译设定 -处理语言字典 -自动纠错功能 -项目翻译6.报表生成 -创建生成报表模板 -生成工程所需的各类报表。第五天:项目文件的归档1 复习2 表格设计 -创建和定制化公司指定封页 -创建和定制化公司指定目录表 -创建和定制化公司指定符号3 项目变更控制 -修订控制管理 -修订的创建和比较4 项目的备份和恢复5 项目的导入和导出6 项目的导出(PDF,DWG,JPG)

招生对象:培训周期:脱产学习 2-3 个月 ,到实训工厂参加项目(打磨,点胶,抛光,搬运等等) 培训课程及内容 :高强度学习工业机器人课程,FANUC+ABB 工业机器人课程内容(两大主流工业机器人同时掌握)1. 发那科(FANUC)机器人种类介绍2. FANUC ROBOT 安全知识及注意事项3. FANUC 机器人在使用过程中的安全知识及保护措施4. FANUC 机器人的硬件组成及接线5. FANUC 机器人控制柜的各组成部分功能及应用介绍6. FANUC 机器人控制柜的接线7. FANUC 机器人示教器的使用8. 示教盒的使用介绍9. TCP 介绍、设定及使用10. 机器人操作实践11. FANUC 机器人空间坐标系介绍(JOINT,JGFRM )12. FANUC 机器人 JOINT,JGFRM 坐标系的操作实践13. 机器人坐标系介绍及设置(TOOL FRAME,USER FRAME )14. 机器人坐标系 TOOL FRAME,USER FRAME 坐标系的操作实践15. 机器人多种坐标系的设定、反复操练、项目操作及总结16. 程序管理介绍17. FANUC 机器人动作指令介绍18. 关节、直线、圆弧 C、圆弧 A 等动作的编程及操练19. FANUC 机器人动作指令综合操作实践 及练习20. 程序的编写、测试、修改程序21. FANUC 机器人操作实践22. FANUC 机器人控制指令详细学习、编程及操练(寄存器指令、待命指令、I/O 指令、跳跃指令、调用指令等指令详细深入编程学习)23. FANUC 机器人多种指令的编程及操作实践24. 搬运程序的编程及实操25. 焊接程序的编程及实操26. 螺旋涂胶程序的编程及实操27. ROBOGUIDE 概述28. ROBOGUIDE 界面介绍29. 创建 Workcell30. ROBOGUIDE 操作实践31. 抓取和摆放工件实例介绍32. 仿真测试程序33. ROBOGUIDE 操作实践34. 创建机器人行走轴35. 利用自建数模创建36. 利用模型库创建37. ROBOGUIDE 操作实践38. 创建输送带39. 利用信号控制40. 编写测试程序41. ROBOGUIDE 操作实践42. ROBOGUIDE 和控制柜网络设定43. Simulation 功能介绍44. ROBOGUIDE 备份介绍45. ROBOGUIDE 操作实践46. Calibration 介绍及学习掌握47. ROBOGUIDE 操作实践48. ROBOGUIDE 案例操作及项目练习49. 机器人 I/O 介绍及设置50. 安全点介绍及设置51. 机器人操作实践52. 搬运、弧焊等功能参数介绍53. 多个搬运程序、弧焊等程序的编程及实操54. 文件输入输出介绍及实际操作 (文件备份和 IMAGE 备份)55. 文件的恢复及系统恢复56. FANUC 机器人操作实践57. 背景程序编辑介绍58. 应用功能介绍59. 机器人操作实践60. 控制指令介绍61. 机器人操作实践62. 初始化及系统恢复介绍63. 机器人零点位置校对64. (Single Axis Mastering ,Zero degrees Mastering ,Quick Mastering 等三种零点校对方法学习及掌握)65. 机器人操作实践66. MARCO 介绍及设置67. 自动运行介绍及操作68. (RSR,PNS 两种模式自动编程设计及掌握)69. 机器人操作实践70. 机器人控制器部件功能介绍71. 电源流路72. 开/关控制73. CPU 概述74. 针对第 一类错误诊断的操作实践75. 针对第二类错误诊断的操作实践76. 故障紧急停机电路介绍77. 针对第三类错误诊断的操作实践78. 机器人系统功能设置介绍79. 机器人操作实践80. 机器人驱动部分机械介绍81. 机器人机械故障诊断82. 机器人机械部分定期维护保养83. 机器人与 PC 的通讯设置84. Vision 设置85. 机器人操作实践86. Vision 编程介绍87. 机器人操作实践88. LOCATOR TOOL 学习及掌握89. 多种指令结合视觉编程实操90. 总线通讯介绍,与 PLC 通信控制91. 总线通信设计92. CC-LINK 通信93. PROFIBUS 通信94. DEVICENET 通信95. ETHERNET IP 通信96. 机器人多种通信操作实践97. ABB 机器人的介绍及应用98. ABB 机器人示教器的使用◢ ABB 示教器的各部分组成功能介绍◢ 虚拟示教器状态的切换◢ 设定机器人系统的日期与时间◢ 系统状态信息与事件日志的查看◢ ABB 机器人系统的备份与恢复◢ ABB 机器人示教器的基本操作99. 机器人的使用操作◢ ABB 机器人手动操纵—单轴运动◢ ABB 机器人手动操纵—线性运动◢ ABB 机器人手动操纵—重定位◢ 手动操纵的快捷方式◢ ABB 机器人转数计数器更新操作100. ABB 机器人编程软件 RobotStudio 使用◢ 如何安装 RobotStudio 软件◢ 全功能授权版 RobotStudio 中创建机器人系统◢ 在基本版 RobotStudio 中创建机器人系统◢ 机器人编程软件 RobotStudio 的离线仿真◢ 机器人编程软件 RobotStudio 的在线调试101. ABB 机器人完成多种搬运项目编程练习及操练102. 机器人综合项目实操及编程103. 结合 PLC、视觉、工业机器人编程实现多个综合项目设计
招生对象:课程特点:从 0 基础开始,通过逐步学习,由浅入深,学员通过该课程的学习可以全面掌握 S7-200 S7-200SMART,基本指令应用,数据处理,顺序控制,高速输入输出应用,PID 闭环过程控制,变频器应用,编码器应用,步进定位控制系统、伺服定位控制系统,通信数据采集,PLC 与PLC 通信,PLC 与其它智能设备通信,上位机 HMI 程序编写。培训课时:50 天(学习时间一期不会下期免费学习,学熟练、学会为止)课程列表:一、基础篇 学习周期:2 天1.电工电路与 PLC 编程电路的区别2.详细讲 PLC 基础知识、PLC 分类,PLC 的扫描及工作处理方式,西门子小型 PLC 系列型号及选型。3.常用的进制类型二进制,十进制,十六进制之间的转换。4.S7-200 软件元件及功能。5.计算机存储器类型:位,字节,字,双字及数据类型。6.S7-200 存储器应用及寻址方式,S7-200 的地址属性。7.详细讲解 NPN 型、PNP 型、近接开关、光电开关工作原理及接线方法。8.详细讲解晶体管型、继电器型 PLC 外围接线二、基本指令篇 学习周期:3 天1.S7-200 编程软件 V4.0 STEP 7 MicroWIN SP9 安装与使用2.详细讲述 PLC 基础位逻辑指令:常开,常闭触点指令,线圈输出,上升沿,下降沿,置位,复位,置位优先,复位优先,立即输入,立限输出,位取反 触点比较等指令3.位逻辑控制电路的编程思路及技巧,N 种单按钮控制,任意多台电机顺逆启动停止等经典控制电路详解。4.计数器及定时器功能及应用,利用计数器制作的计时控制,定时器配合计数器的超长计时程序。5.S7-200 基本软元件工程案例,各种常用的、独特的、时间控制,计数控制,逻辑控制回路,颠覆传统电工思路理念的实操项目,学员实操后,老师针对工程案例深层剖析,让学员充分掌握。三、顺序控制篇,工艺流程图的设计理念 学习周期:4 天1.详细讲述工艺流程控制,顺序功能图的设计方法,顺序功能图的用途,顺序功能图比梯形图设计方法的优势。2.详细讲述顺序功能图设计:单流程设计方法,选择分支设计方法,并行分支设计方法,跳转与循环设计方法3.步进阶梯指令:SCR SCRT SCRE 的应用,详细讲解针对工艺流程控制功能图的绘制方法,常用的流程控制:单流程,选择分支,并行分支,跳转与循环等功能图的实现,项目讲解。4.学员自己练习用多种方法编写交通灯控制程序。针对交通灯用不同指令,不同设计思想,顺序控制讲述编程方法,设计方法,编程技巧,进一步提升学员编程兴趣,为以后高级编程打下坚实基础。5.详细讲述利用顺序功能图理念配合 S7-200 顺序控制指令控制取件机械手的程序。控制要求:实现手动点动控制,机械手不同的状态的智能回原点控制方法,机械手的半自动移载控制,机械手的全自动移载控制,机械手的单步移载控制,机械手的暂停解除暂停后继续运行的控制,机械手的正常停车控制,机械手的紧急停车控制。四、数据处理功能指令篇 学习周期:2 天1.详细讲述数据处理指令与基本指令的区别。2.传送指令、成批传送、一点多送指令,字节交换指令3.数学运算及浮点数运算和三角函数指令应用及技巧4.逻辑运算及编程方法及应用技巧5.学员针对数据处理指令项目练习。6.细讲案例中用功能指令编写的便捷之处和不同的编程风格。五、间接寻址,数据指针的应用 学习周期 2 天1.直接寻址与间接寻址的区别,间接寻址的应用场合2.详细进解间接寻址(数据指针应用)3.数据指针案例讲解及指针在实际项目中强大功能及便捷的使用方法。4.学员针对指针项目实操。六、PLC 扫描流程控制指令 学习周期:2 天1.详细讲述 PLC 正常扫描方向与扫描的工作原理2.详细讲述:跳转、循环、看门狗指令、PLC 远程停机,条件停机,分期付款超时停机,通过密码远程复位设计思路的实现及主程序、子程序、中断程序有条件终止扫描的实现。3.详细讲述子程序,中断程序的应用。4.详细讲述子程序的无参数调用和子程序的代参数调用。5.详细讲述 S7-200 中断事件,激活中断,允许中断,中断分离,禁止中断的应用。6.利用跳转指令实现设备的暂停控制,利用循环配合指针做数据采集,运算,数据转移,数据批量写入等控制。7、子程序和中断程序在项目中的应用案例实操,讲解。七、移位指令与数据转换指令 学习周期:2 天1.详细讲述循环左移、循环右移、左移、右移及移位寄存器的应用及编程2.详细讲述数据类型转换指令、16#与 ASCII 码转换指令、BCD 码转换、编码、译码指令3.累加器的应用4.学员针对移位指令案例练习,案例讲解。5.详细讲述移位指令实现跑马灯,顺逆启动停止的便捷使用方法。6.详细讲述移位指令在灌装设备,不良品分拣线,自动物流分拣线上的特殊方便用法。八、高速计数与编码器应用 学习周期:2 天1.讲述 32 位高速计数器与 16 位扫描计数器的区别2.详细讲述旋转编码器与直线编码器的工作原理及在工程中应用的目的与作用3.详细进述高速计数器的接线、各模式的设置及应用、控制字节的作用及功能设置4.详细讲述利用编码器对普通电机实现直线或圆周精确定位控制,精度正反转控制 测速和多点定位控制。5.学员自己练习高速计器的应用及各模式的作用九、扩展模块及模拟量应用 学习周期:2 天1.讲述 S7-200 系列各型号的实际点数与扩展能力2.详细讲述数字量模块:EM221 EM222 EM223 的作用,接线与地址分址3.详细讲述模拟量及数字量的区别及控制4.详细模拟量模块 EM231 EM231TC EM231RTD EM232 EM235 的使用及接线5.详细讲述模拟量与数字量之间的转换与运算6.详细讲述模拟量与工程量之间的转换,包括:温度、压力、流量、转速、液位等6.详细讲解数字量模块、模拟量模块与 PLC 的连接与地址分配。8.学员针对模拟量及 PLC 接线实操,模拟量输入输出,配合传感器练习。十、变频器的使用及 PID 过程闭环控制系统 学习周期: 3 天1.详细讲述变频器在工业中的应用及工作原理2.详细讲述变频器常用的控制方式3.详细讲变频器的接线原理图及通过外部端子实现的多功能控制。4.模拟量在变频器控制中的作用,通过端子和模拟量控制变频器正反转,速度,多段速实现。5.详细讲述 PID 在工业过程控制中的作用及工作原理6.详细讲述 PID 各项参数的设置及作用,比例,积分,微分的作用及调节方法。7.详细讲述 PID 算法配合变频器实现速度闭环控制及工作原理8.详细讲述 PID 算法配合固态继电器实现温度闭环控制利用输出脉冲信号实现温度精确控制及工作原理。9.学员自己练习温度 PID 闭环及速度 PID 闭环控制10.利用 PID 向导,方便实现 PID 的闭环控制。十一、高速输出的应用 学习周期:2 天1.详细讲述高速输出的必备条件、高速输出的作用、高速输出的应用场合。2.详细讲述高速输出的设置、状态存储器的作用、控制字节的设置、脉冲周期、脉冲数的作用3.详细讲述 PTO 单段、PTO 多段、PWM 的区别及功能。4.利用控制字节实现的高速脉冲输出的实现。5.利用脉冲输出向导输出高速脉冲的实现。6.利用高速输出模块 EM253 输出高速脉冲的实现。7.利用高速计器配合高速输出,测量发脉冲的频率和位置。十二、步进控制系统和伺服控制系统原理和接线 学习周期:2 天1.详细讲述步进电机的内部结构与工作原理2.详细讲述步进电机与伺服电机控制系统的区别3.详细讲述步进电机细分及相关参数设置4.详细讲述伺服电机的工作原理及工作方式5.详细讲述伺服电机使用手册及相关参数设置6.详细讲述伺服电子齿轮的设定方法及在项目工程中的应用。7.详细讲述伺服电机:位置模式、速度模式、转距 模式及三种模式互相转换的原理及接线8.学员自己实操练习步进接线和伺服接线及各模式功能实现。十三、步进电机和伺服电机工程项目中的应用 学习周期:3 天1.详细讲述实现伺服、步进电机手动点动控制,配合中断事件做回原点控制。2.利用高速计数器、计算机床当前脉冲,并将脉冲转换成位置。3.详细讲述步进和伺服在实际项目中的应用,将给定的位置转换成脉冲实现定位,相对定位控制。4.详细讲述实现伺服、步进电机做两点往返定位控制、多段定位及多速实现、运行中的暂停控制。5.详细讲述示教在定位控制系统中的应用,利用示教的数据写入配方实现多套定位数据的实现,配方数据调用,数据清除等案例实操。6.两台伺服电机或步进电机做 XY 轴两轴定位控制或多轴定位的实现方法。7.学员针对伺服、步进控制程序做实操练习。十四、填表指令,查表指令,时针指令 学习周期 1 天1.详细讲述填表指令及在实际工程项目中的应用技巧。2.详细讲述读表指令先入先出、后入先出的应用。3.详细时钟指令及 PLC 设置时钟,及时钟在实际项目中的应用4.填表指令在自动停车场,机械手动控制中的应用案例。十五、通信控制篇 学习周期:2 天1.详细讲述常用的几种通信接口:RS-232 RS-485 RS-422、USB 、以太网的通信方式。2.详细讲述常用的几种通信协议:PPI MPI USS 自由口 MODEBUS 及应用场合。3.详细讲述串行通信中帧的格式:开始符、数据位、奇偶校验位、终止符的用法及作用。3.详细讲述 S7-200 两台或多台用 PPI 通信数据交换。4.详细讲述 S7-200 两台或多台用自由口通信。5.学员针对通信用 PPI 和自由口做 PLC 通信练习。十六、S7-200 与第三方智能设备的通信 学习周期 3 天1.详细进述 S7-200 与台达变频器做 ASCII 码通信2.详细讲述 S7-200 与台达变频器做 RTU 通信3.详细讲述 S7-200 与台达温控器做 ACCII 码与 RTU 通信4.详细讲 S7-200 与三菱 PLC FX 系列通信。(需要懂三菱 RS 无协议通信)十七、威纶触摸屏基础篇 学习周期 2 天1.详细讲述威纶 EB8000 基本元件的使用2.详细讲述威纶 EB8000 多状态元件及指示灯使用3.详细讲 EB8000 直接窗口与间接窗口的使用4.详细讲述移动图形与动画的制作5.详细讲述棒图、趋势图、历史数据、XY 图的使用十八、威纶触摸屏数据处理与报警 学习周期 2 天1.详细讲述报警、触发式资料传输的应用2.详细讲述这定时式资料传输、资料取样的应用3.详细讲述使用者等级的设定与密码设定4.详细讲述系统时间的设定与修改5.详细讲述威纶通软件工程的上载与下载应用6.触摸屏与 PLC 连接,项目实操。十九、触摸屏与 S7-200 综合练习 学习周期 2 天1.用威纶通软件控制 S7-200PLC 通信做多台 PLC PPI 通信2.用威纶通软件控制 S7-200 伺服定位和变频器自由口通信二十、电气专业软件 EPLAN2.7 绘图 学习周期 5 天天:硬件和数据库基础1. 欢迎,介绍课程内容。2. 在线帮助和文件中心的介绍。3. 硬件,操作系统,安装信息4. 数据结构5. 用户接口 -工具栏,菜单结构,状态栏,窗口浮动技术,快捷键,工作区域,双屏幕设计。6. 图形编辑器-封面栏,菜单栏,状态栏,工具栏 -自由绘图功能 -图纸符号功能7.项目创建 -根据基本项目模板创建项目 -项目管理(可选模块),选择/创建项目管理数据库,编辑项目属性,导入项目,项目目录,更新项目数据。8.标准介绍,项目结构标识符。9.页的创建 -对话框,页类型,页属性,图形预览,项目中页的复制,页改名,页过滤器10.符号的应用 -选择符号,放置符号,自动连线,T 节点,11.功能的编辑 -复制,剪切,多重复制,插入(编号?),文本标注,路径功能文本。第二天:电气设计基础(面向图形的设计)1. 复习2.编辑元件 -移动,复制,多重复制,删除,撤销 -编辑设备属性3.黑盒子4.位置盒5.中断点1 端子2 电缆3 插针和插座4 交互参考的创建 -接触器线圈,触点,马达过载保护器,成对的关联参考第三天:电气设计基础(面向设备的设计)1.复习2.宏的创建 -宏变量和宏值,符号宏,窗口宏和页面宏。3.设备和设备导航器4.查找和替代5.自动连线 -自动连接,对角连接,智能连接,断点6.元件选择7.连接和连接导航器 -线号的命名规则和编号8.PLC 的应用 -I/O 卡的创建和编辑 -PLC 宏的创建,编辑和放置 -在 I/O 卡总缆显示PLC 交互参考 -生成赋值表第四天:电气设计基础(报表的生成)1.复习2.部件管理 -电缆 -接触器 -部件预选择 -设备列表3.安装板的设计4.项目检查。5.翻译模块-翻译设定 -处理语言字典 -自动纠错功能 -项目翻译6.报表生成 -创建生成报表模板 -生成工程所需的各类报表。第五天:项目文件的归档1 复习2 表格设计 -创建和定制化公司指定封页 -创建和定制化公司指定目录表 -创建和定制化公司指定符号3 项目变更控制 -修订控制管理 -修订的创建和比较4 项目的备份和恢复5 项目的导入和导出6 项目的导出(PDF,DWG,JPG)

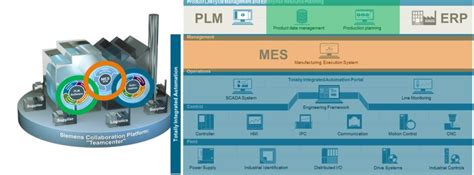
招生对象:课程特色:通过系统的学习全面掌握西门子大中型 PLC 的编程方法,课程从基础学起,需要有 S7-200 SMART 综合班能力,理论加实操能让你在较短时间全面掌握 S7-300 400 的相关编程方法,数据类型及数据块应用,STL 编程,PID 过程控制,MPI 全局通信,Profibus 总线通信,以太网通信等。课程特点:从 0 基础开始,通过逐步学习,由浅入深,确保每位学员有多套设备上机实操,任课老师从事工控行业十余年,工程和教学非常有经验,每节课有根据工厂实际项目专门设计的应用案例,学员练习后老师会重点讲解,避免出去工作后,眼高手低,动手能力跟不上。学员通过该课程的学习可以全面掌握 S7-300 硬件组态,基本指令应用,数据类型及数据块的应用,高速输入输出应用,PID 闭环过程控制,MPI 全局数据通信通,Profibus 总线通信,智能从站的 ProfibuS 通信,分布式远程 IO 控制,通过现场总线控制变频器,上位机 HMI 程序编写。上课时间: 上午 9:00-12:00 下午 13:00-17:00 全日制学 周末学都可以培训课时: 40 天(学习时间一期不会下期免费学习,学熟练、学会为止)课程列表:一、S7-300 400 硬件组态与软件操作 学习周期 2 天1.详细讲西门子大中型 PLC 和小型 PLC 的控制规模,PLC 的不同之处,硬件诊断。2.详细讲述 S7-300、400 系列 PLC 的种类及类型及特性功能3.详细讲述博图 V15 编程软件、管理器及授权的安装及操作4.详细讲述 S7-300、400 常用模块、模块扩展及地址分配5.详细讲述 S7-300、400PLC 的主架结构、机架及硬件组态6.详细讲述 CPU 模块设置及功能、编译、保存、上载、下载项目7.学员自己硬件熟悉及硬件组态练习。二、博图 V15 编程软件的使用和创建一个简单工程 学习周期 2 天1.在项目中使用博图 V15 的基本步骤。2.怎样在 OB1 中创建程序、使用符号定义变量。3.模块参数设置及诊断、打印及归档使用方法。4.变量表、PLC 复位、诊断缓存区及 MMC 卡的格式化操作方法。5.详细讲述 S7-300、400 CPU 的面板及工作模式。6.详细讲述 CPU 存储区的区域7. 详细讲述 S7-300、400 的数据类型8. 仿真软件的应用三、梯型图指令的编程方法 学习周期 3 天1.详细讲述 S7-300、400 位逻辑指令的使用及与 S7-200 不同使用方法。2.详细讲述 S7-300、400 定时器,BCD 码定时器的设置方式,设置定时器的时基及设定值。3.详细讲述 S7-300、400 计数器指令的使用,详解定时器和计数器与 S7-200 不同的使用方法。4.详细讲述数据处理指令:传送、数学运算、逻辑运算、移位指令 转换指令的应用5.详细讲述程序控制指令:跳转指令、主控指令、逻辑块调用指令、打开数据块指令的应用6.S7-300 案例练习与讲解。三、数据块与数据类型,程序块 学习周期 2 天1.主程序 OB1 的创建,在线清除程序块,PLC 复位及内存清除的方法。2.详细讲共享数据块、背景数据块的不同之处及创建方法。3.详细讲述常用数据类型:DBX(位)DBB(字节)DBW(字)DBD(双字)UDT 类型,数据的创建及组合型、复杂型数据类型及数组的创建及使用方法。4.详细讲述功能 FC、系统功能 SFC、功能块 FB、系统功能块 SFB 子程序的应用及不同功能。5.详细讲述子程序的调用及带参数调用。6.综合以上课程练习,做习题案例与讲解。五、STL 编程 学习周期 4 天1.详细讲述 S7-300、400 语句表的使用及编程方法及与梯形的不同之处。2.详细讲述:位逻辑、定时、计数、传送、数学运算、逻辑运算、转换指令、移位指令、程序控制指令在指令表中的应用及方法。3.详细讲述直接寻址与间接寻址(数据指针)在指令表中的使用方法。4.详细讲解跳转在 STL 中的应用。5.详细讲述循环(LOOP)指令在指令表的应用6.重点围绕间接寻址与循环指令在语句表中做案例分析讲解。7.练习用语句表做项目案例,例题讲解。六、子程序与中断程序应用 学习周期 2 天 16 课时1.详细讲述常用功能块的作用及应用技巧。2.详细讲子程序的使用,代参数调用的创建方法。2.详细讲述中断程序(除 OB1 外的其它组织块):时间中断、延时中断、循环中断、硬件中断、诊断中断的使用方法3.详细讲述高速计数功能及组态,高速计数的设置参数,利用高速计数器测位置和频率,测电机转速。4.详细讲述通过调用系统功能块 SFB,实现高速脉冲输入计数、高速频率计数,脉冲输出等功能。5.子程序,中断程序案例练习及讲解。七、工业通信 MPI 网络 学习周期 2 天1.详细讲述 MPI 网络概述及在 S7-300 400 网络通信中的应用2.详细讲述 S7-300、400 之间通过网络组态实现全局数据通信的实现。3.详细讲述 S7-300、400 之间无组态实现网络通信。4.详细讲述 S7-300、400 与 S7-200 之间通过 MPI 协议实现网络通信。八、工业通信 PROFIBUS 网络 学习周期 2 天1.详细讲述 PROFIBUS 现场总线网络的概述及在分布式 IO 控制中的应用。2.详细讲述 S7-300、400 与远程站模块 ET200 通过 DP 通信3.详细讲述 S7-300、400 与西门子 MM440 变频器通过 DP 通信控制。4.详细讲述 S7-300、400 通过 EM277 通信模块与 S7-200 做 DP 通信数据交换。5.详细讲述 S7-300、400 之间的智能从站的 DP 通信实现。九、工业通信 以太网通信 学习周期 2 天1.详细讲述以太网技术规范及网络总线中的应用。2.以太网的创建,通信参数设置,IP 地址设定。2.实例讲解 S7-300、400 与 S7-1200 通过以太网实现数据交换。3.实例讲解以太网模块使用方法。4.通过以太网模块与 S7-200 SMART 实现网络通信。十、模拟量,PID 应用 学习周期 2 天1.详细讲述模拟量输入 AI,模拟量输出 AO 的使用方法及组态。2.配合温度变送器讲述 S7-300 400 模拟量接线及参数设置。3.实例利用温度连续控制模块做温度 PID 闭环控制。4.实例利用 PID 连续控制模块结合 DP 通信和 MM440 变频器做速度闭环控制。十一、西门子触摸屏软件 Wincc Flexible 从入门到精通。学习周期 3 天1.西门子 HMI 面板概述2. WinCC flexible 软件安装3.简单项目的创建、程序下载、画面的创建,画面切换。4.建立项目连接,变量的创建,IO 域,开关,按钮,指示灯等组态。5.棒图,日期时间域,报警组态。6、常用组态技巧7.间接寻址及符号 IO 组态。8.库的应用9.用户管理的组态。10. 实时趋势视图的组态与模拟运行

招生对象:系统全面的学习非标自动化机械设计流程和方法;各标准件选型及应用;机械常用材料之特性及应用;图纸及项目管理等,课程内容包括:课程大纲基础认识部分(一)1.1 机械自动化行业现状分析及前景1.2.1 标准件认识(1)气动系统组成气缸的结构,气源识认,电磁阀的分类,磁性开关,三联组件的结构及功能,气动品牌及差异性,气路配管,布线要求1.2.2 标准件认识(2)液压系统简介液压缸认识,液压泵及泵站,液配管路及电磁阀1.2.3 标准件认识(3)真空选型认识真空发生器识认,真空泵选型,真空吸盘选型,负压表的功能,真空用电磁阀,真空破坏1.2.4 标准件认识(4)导轨分类及选型方式线轨的参数,标准轨的精度等级,线轨的负载能力,安装线轨的方法,线轨品牌1.3 气动及滑轨导向机构案例1.3.2 第 4 期案例:双位置气动机构
苏州若卜教育 苏州若卜教育简介 若卜自动化培训隶属于苏州鼎典教育科技有限公司,专注于提供工业机器人应用,PLC工控电气自动化,CCD机器视觉培训服务。主要培训课程包括I业机器人应用,PLC工控自动化,CCD机器视觉培训服务。业务范围有ABB机器人培训、库卡机器人培训、发那科机器人培训、爱普生机器人培训、三菱FX3U/5U/Q系列PLC编程培训、西门子200/S7-200/1200/300/400/1500PLC编程培训、 欧姆龙PLC培训、CCD机器视觉培训、[详情]
|
|

王老师 教师团队
苏州黑马工控创始人, 12年的PLC工控自动化编程和上位机编程及现场调试等工作。有着丰富实战经验,横切机和码垛等非标自动化设备:电动工具的如手电钻、割草机、电动牙刷的自动化组装生产线;焊接、测试、PACK等大型非标自动化设备。精通各类PLC (西门子PLC、三菱PLC、欧姆龙PLC)上位机(inTouch,组态王、力控)、触摸屏(威纶通、西门子、三菱)、伺服等电气技能, 接触多个行业,主要设备为电泳流水线设备,无纺布流水线设备,涂布机环保设备!

徐老师 教师团队
使用三菱系列PLC编程,威纶通触摸屏组态界面,试验台的调试试验台经过调试后,通过上位机软件自动进行试验项目,在控制软件上实时显示试验状态数据曲线,自动保存和查询试验数据,上位机软件与PLC的OPC通讯,S7-300与S7 -200PLC通讯,松下同服电机的控制。

翟老师 教师团队
十五年以上工业机器人系统集成项目实施及应用经验,先后就职于几家工业机器人厂商。实施过包括长春一汽上汽吉利汽车、东南汽车等主机厂及无数的汽车零配件厂及其它应用项目,对工业机器人的各种应用,如点焊、弧焊、涂胶、机床上下料、各种形式码垛搬运、激光焊接及切割、视觉配合、 特殊行业等的项目应用及集成,积累了丰富的现场应用经验。对应工程交钥匙工程及现场培训,编著制作有《NACH机器人编程培训及技巧》《NACH机器 人报警解除及维修方法》《ABB机器人配不同弧焊控制器说明》 《OTC机器人编程培训及技巧》 《工业机器人系统集成控制的简单化剖。

鸟叔 教师团队
资深机器视觉工程师,11年机器视觉从业经验,7年机器视觉设备经验,6年机器视觉带人及培训经验。熟悉Halcon、Visionpro. Sherlock等图像处理软件, 有丰富的项目开发设备开发带领团队及培养视觉工程师的经验。2012年出halcon培训视频,2013年出《halconI业应用实用教程》书籍。2015年创建鸟大机器视觉培训,截止2017年5月26日,学员达347人。在深圳、东莞、广州、苏州、昆山、上海、重庆、天津等地有培训点,全国培训场地面积达1600平米。鸟叔出自北京凌云,现在与凌云、大恒、三宝保持紧密的合作关系。与海康机器人(上市企业海康威视子公司)、深圳视清科技、东莞乐视自动化、杭州指南车机器人学院、深圳启程工学院、深圳博美德机器人、东莞欧特等企业达成了战略合作伙伴关系。
 沪ICP备18048269号-1
沪ICP备18048269号-1  电子营业执照
电子营业执照
 教育
教育
 全国教育网站
全国教育网站
 企业信用等级AA级
企业信用等级AA级